 相關推薦:
相關推薦:
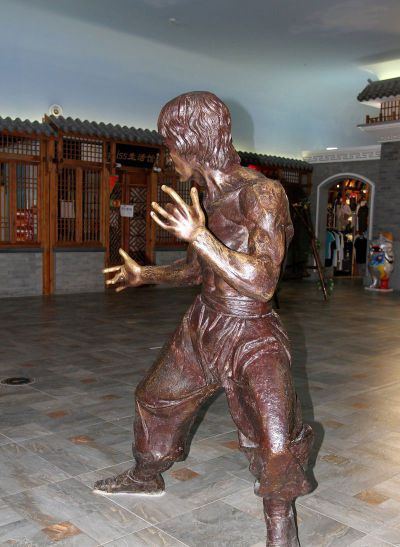
鑄銅雕塑驗收標準
以往雕塑行業并沒有特定的驗收標準,而作為專業的雕塑公司,玉海一般在出廠前會提供詳細的鑄銅雕塑驗收標準清單,以便用戶能夠清晰了解每一個環節。鑄銅雕塑驗收標準概括:1、鑄銅雕塑驗收標準-材質鑒定:根據要求,確定是否是青銅、紫銅或黃銅等。否則,材質是替代品,就不能稱之為鑄銅。2.鑄銅雕塑驗收標準-工藝鑒定:造型無變形,壁厚適中、且均勻;無砂眼、氣孔、其它痕跡;有防銹鈍化處理。如果要求著色,還要符合設計要求。轉載請著名出處,玉海雕塑:http://flywithspeed.com。

鑄銅雕塑驗收標準-詳細技術要求:1、金屬鑄銅的化學成分應符合GB1176的規定。2、鑄件的力學性能應符合GB1176的規定。3、鑄銅雕塑的尺寸和重量是否符合設計要求。4、鑄銅雕塑的形狀及尺寸應符合雕塑設計要求,尺寸公差應符合GB6414的規定。有特殊要求時,應在雕塑設計圖樣中注明。

??鑄銅雕塑尺寸公差不包括由起模斜度而引起的尺寸增減,如有特殊要求,由供需雙方商定。5、鑄銅雕塑的重量公差可參照GB/T11351的規定。6、鑄銅雕塑的表面質量、鑄件表面粗糙度應符合雕塑設計圖樣要求。7、鑄銅雕塑的澆冒口、毛刺、飛邊等,在非加工表面上應清理到與鑄件表面平齊,在待加工表面上允許的殘留高度應符合國家的規定。8、鑄銅雕塑表面不允許有裂紋、冷隔及穿透性缺陷,除非協定需要特殊紋理。
9、鑄銅雕塑上的鑄字、標志應清晰,字體與位置應符合雕塑設計要求。10、鑄銅雕塑的非加工表面,允許有氧化夾雜,其深度不得超過規定壁厚公差的下差,其面積在I類鑄件上不得超過鑄件面積的5%,在Ⅱ、Ⅲ類鑄件上不得超過鑄件面積的10%。鑄件昀待加工表面允許存在加工后能夠去除的任何缺陷。11、鑄銅雕塑根據各類鑄造方法非加工表面和加工后各表面的不同工作條件,將鑄件表面分為a、b、c、d四級,級別由需方在雕塑設計圖樣上注明,未注明級別時,加工面視為c級,非加工面視為d級。d級、非加工表面允許存在的單個孔洞的深度不大于2.5mm。
加工后表面允許存在的單個孑L洞的深度不大于1.5mm,且均不超過該處壁厚的三分之一。在安裝邊上不超過壁厚的四分之一。a級、表面不允許存在成組孔洞。l、Ⅱ類鑄件非加工表面允許存在的成組孔洞的深度不大于1.5mm,加工后表面允許存在的成組孔洞的深度不大于1.0mm,且不超過該處壁厚的四分之一。Ⅲ類鑄件非加工表面允許存在的成組孔洞的深度不大于2.Omm,加工后表面允許存在的成組孔洞的深度不大于1.5mm,且不超過該壁厚的三分之一。
12、鑄銅雕塑允許存在單個孔洞和成組孔洞表面缺陷的鑄件,其缺陷同一截面反面的對稱部位不得有類似缺陷。13、鑄銅雕塑的內部質量要求,需方對鑄件內部質量有特殊要求時,如水壓、氣壓、X射線探傷、超聲波探傷、導電性檢驗等、由有關技術標準規定或由供需雙方商定。14、鑄銅雕塑可用打磨的方法清除雕塑表面缺陷,但修磨后的尺寸公差應符合圖樣要求。15、除特殊規定外,鑄銅雕塑缺陷允許用焊補方法修復,其焊補面積、焊補處數、焊補深度應符合雙方協定協商。特殊情況的焊補,由需方在雕塑設計圖樣上注明。
同一部位缺陷的焊補次數不得超過三次,焊區邊緣間距不得小于兩相鄰焊區直徑之和。凡經焊補的雕塑,應在焊補處做出標記。焊補區應修理平整,不得有裂紋。雕塑焊補后,應進行消除內應力處理。一般玉海雕塑廠在雕塑制作加工完畢后都會為需方會有一個詳細的驗收報告,可以讓需方輕松對照鑄銅雕塑驗收標準。
鑄銅雕塑驗收標準報告:1、鑄銅雕塑燒焊不得有影響強度的裂紋、夾渣、焊瘤、燒穿、弧坑和針狀氣孔,并且無折皺和中斷等缺陷。2、鑄銅雕塑焊接工序:焊接點沒有裂痕、避免凹凸起伏和變色的情況發生。而且焊點間距要小于20mm,焊接點要和原鋼板保持基本一致,看不出有接縫。3、抗外界因素如風雪壓力的設計要滿足《建筑結構荷載規范》GB50009中的相關規定。4、鑄銅雕塑的焊接工藝已達到《建筑鋼結構焊接規程》的技術要求。
5、安裝是否科學、美觀、安全合理。鑄銅雕塑公司案例鑄銅雕塑價格鑄銅雕塑廠家介紹鑄銅雕塑加工制作鍛銅雕塑公司案例鍛銅雕塑廠家介紹鍛銅雕塑的制作。